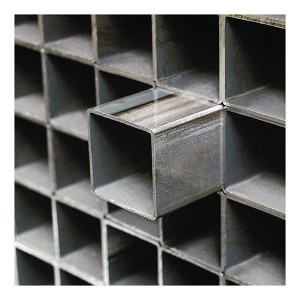
中空セクションとチューブ

詳細画像
カスタマイズ
お客様のニーズに応じて長さをカスタマイズできます
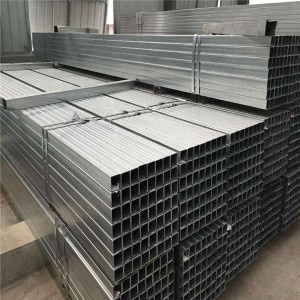
包装
多様な包装形態、お客様のニーズに合わせた包装が可能

品質
製品は高品質で、頑丈で耐久性があり、長寿命です。
応用

エンジニアリング建設

造船業

太陽光発電所支持フレーム
ここにメッセージを書いて送信してください





お客様のニーズに応じて長さをカスタマイズできます
多様な包装形態、お客様のニーズに合わせた包装が可能
製品は高品質で、頑丈で耐久性があり、長寿命です。


